
L’essentiel à retenir : l’usinage de précision repose sur une synergie rigoureuse entre modélisation 3D, sélection stratégique des procédés et contrôle métrologique final. Cette approche garantit le respect de tolérances microniques indispensables aux secteurs de pointe. L’utilisation du fraisage 5 axes optimise la productivité en réduisant les montages.
Une erreur de conception ou un mauvais choix de matériau peut ruiner votre production et faire exploser vos coûts industriels. Ce guide détaille les étapes de l’usinage de précision, de la modélisation 3D au contrôle qualité, pour garantir la conformité de vos pièces critiques. Vous découvrirez comment maîtriser les tolérances microniques et optimiser vos cycles CNC grâce aux stratégies multi-axes.
- Conception et modélisation : le socle de la précision
- Choix technique des étapes d’usinage de précision
- Pilotage numérique et usinage multi-axes
- Validation de la conformité et métrologie finale
Conception et modélisation : le socle de la précision
Tout bon copeau commence sur un écran. Sans une base numérique solide, la machine ne fera que reproduire des erreurs coûteuses en atelier.
Cahier des charges et modélisation CAO
L’analyse des contraintes fonctionnelles définit chaque volume. On ne dessine pas pour l’esthétique, mais pour répondre à des besoins mécaniques stricts. Chaque cote doit servir l’usage final.
Les logiciels CAO transforment ces exigences en modèles 3D sans faille. Cette rigueur numérique évite les mauvaises surprises lors de la fabrication réelle.
Valider la faisabilité géométrique permet de vérifier le passage des outils. C’est le moment de corriger le tir avant d’engager les moteurs. MDF Mécanique incarne parfaitement ce savoir-faire technique indispensable.
Impact du matériau sur les stratégies de coupe
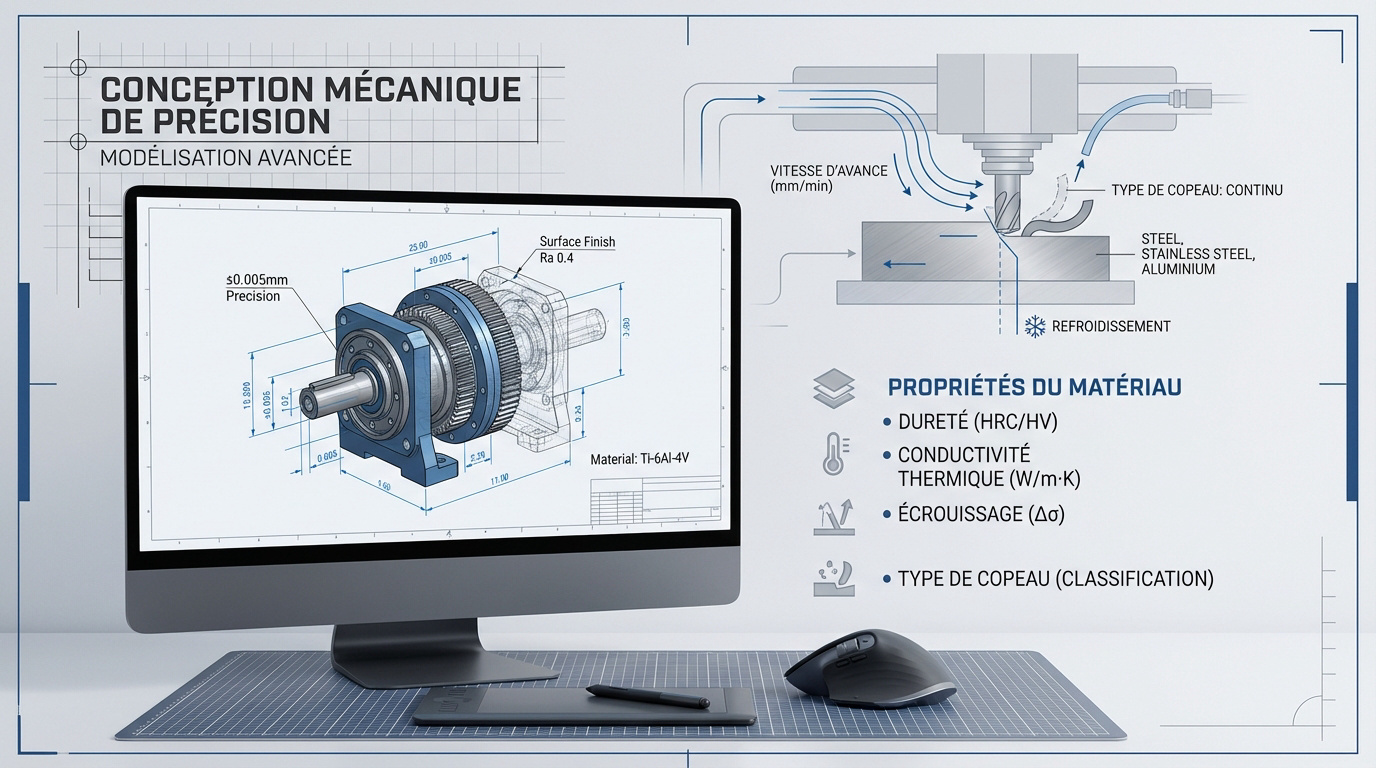
L’acier, l’inox et l’aluminium imposent des approches différentes. Chaque métal possède un caractère et des caprices propres. Comprendre leur usinabilité reste le préalable au choix des outils.
Adapter les vitesses d’avance garantit la réussite du projet. On ne brusque pas le titane comme un alliage léger. C’est avant tout une question de feeling technique.
Les propriétés mécaniques dictent la loi. Si on les ignore, les plaquettes de coupe cassent net.
Pour réussir De la conception à la pièce finie : les étapes de l’usinage de précision, surveillez ces points :
- Dureté du matériau
- Conductivité thermique
- Tendance à l’écrouissage
- Type de copeau généré
Choix technique des étapes d’usinage de précision
Une fois le plan validé, il faut choisir ses armes : fraisage ou tournage, le duel commence pour transformer le brut en pièce d’orfèvrerie.
Arbitrage entre fraisage, tournage et perçage
Déterminer le procédé selon la symétrie. Une pièce de révolution appelle le tour. Une forme prismatique impose le fraisage. C’est le b.a.-ba du métier.
On compare les méthodes d’enlèvement. L’objectif est de retirer le gras rapidement. On cherche l’efficacité pour réduire les coûts. La précision reste la priorité.
| Procédé | Géométrie idéale | Avantage majeur | Précision type |
|---|---|---|---|
| Fraisage | Prismatique | Polyvalence | ±0.005 mm |
| Tournage | Cylindrique | Rapidité | ±0.005 mm |
| Perçage | Trous axiaux | Spécialisation | ±0.002 mm |
| Rectification | Toutes formes | Finition | Quelques µm |
Préparation du montage et techniques de bridage
Stabiliser la pièce brute est vital. Si ça bouge d’un poil, tout finit à la benne. Le bridage doit être ferme mais intelligent.
Éviter les déformations dues aux efforts. Trop de pression peut voiler un métal fin. Il faut doser son serrage.
Sélectionner des montages adaptés. Aucune vibration n’est tolérée.
L’usage de cales et d’étaux de précision est capital. Un bon montage fait la moitié du travail. C’est là que l’expérience parle.
Pilotage numérique et usinage multi-axes
Mais le muscle ne sert à rien sans cerveau ; passons maintenant au code qui dicte chaque mouvement millimétré.
Programmation FAO et automatisation CNC
La FAO transforme le modèle numérique en trajectoires d’outils précises. Elle constitue le pont entre l’idée et la réalité physique. Un mauvais post-processeur risque de provoquer un crash machine immédiat.
Paramétrer la commande numérique (CNC) garantit une répétabilité sans faille. Chaque mouvement est optimisé pour gagner de précieuses secondes. L’efficacité opérationnelle dépend de cette rigueur
mathématique initiale.
L’automatisation réduit drastiquement l’erreur humaine. Les machines travaillent avec une régularité que l’homme ne peut égaler.
Pour vos projets complexes, faites confiance à l’expertise de MDF Mécanique. Leur maîtrise technique garantit des composants conformes aux tolérances les plus strictes. C’est un choix stratégique pour votre production.
Usinage 5 axes pour les géométries complexes
L’usinage 5 axes permet d’attaquer la pièce sous tous les angles simultanément. On réduit les reprises en usinant plusieurs faces sans démontage. On gagne un temps précieux et une précision globale supérieure. C’est le sommet de la technologie actuelle.
Atteindre des précisions microniques sur des surfaces gauches devient possible. Les formes aérodynamiques ou médicales ne tolèrent aucun défaut. La machine suit des courbes fluides et complexes avec une aisance totale, de la conception à la pièce finie : les étapes de l’usinage de précision.
L’adoption de cette technologie offre des bénéfices concrets pour l’industrie :
- Moins de montages différents
- Meilleur état de surface
- Accessibilité des zones profondes
- Productivité accrue
Validation de la conformité et métrologie finale
Le copeau est tombé, mais le travail n’est pas fini : il faut maintenant prouver que la pièce est parfaite avant de la livrer.
Vérification des tolérances et contrôle qualité
Mesurer les écarts avec des machines tridimensionnelles (MMT) reste incontournable. Le verdict tombe, impitoyable. On vérifie si la réalité colle au plan initial au micron près.
Valider la conformité aux exigences industrielles est un prérequis. La certification ISO 9001 n’est pas qu’un papier. C’est une garantie de sérieux.
Le contrôle qualité est l’étape la plus critique. Sans lui, la précision n’est qu’une promesse en l’air.
L’inspection finale repose sur des points de contrôle précis pour assurer la fiabilité des composants :
- Contrôle dimensionnel
- Analyse des rugosités
- Vérification des filetages
- Rapport de contrôle final
Gestion de la thermique et finitions de surface
Anticiper la dilatation des métaux est un défi permanent. La température de l’atelier peut tout fausser en un instant. Un bon usineur connaît ses conditions thermiques sur le bout des doigts. C’est de la physique pure appliquée au métal.
Réaliser l’alésage et le polissage final demande une grande dextérité. L’état de surface doit être impeccable pour limiter les frottements. C’est la touche finale qui fait la différence entre un pro et un amateur.
La précision se niche dans ces derniers détails. Une pièce bien finie dure plus longtemps. C’est l’engagement de qualité de MDF Mécanique.
Maîtriser chaque étape de l’usinage de précision, de la modélisation CAO au contrôle métrologique, garantit des composants industriels irréprochables. Optimisez dès maintenant vos cycles de production grâce au pilotage numérique 5 axes pour transformer vos bruts en pièces complexes. Ce haut niveau de rigueur technique assure la fiabilité durable de vos systèmes mécaniques futurs.
FAQ
Quelles sont les phases principales pour passer d’un concept à une pièce usinée ?
Le cycle de production repose sur quatre étapes de précision : la modélisation CAO/FAO pour définir la géométrie, le choix stratégique des procédés (fraisage, tournage, rectification), l’usinage numérique sur machines CNC, et enfin un contrôle qualité rigoureux par métrologie.
Chaque phase est interdépendante. Une modélisation 3D sans faille permet d’anticiper les trajectoires d’outils, tandis que le choix du matériau dicte les paramètres de coupe pour garantir le respect des tolérances industrielles.
Comment choisir entre le fraisage et le tournage pour la fabrication d’un composant ?
Le choix technique dépend principalement de la symétrie de la pièce. Le tournage est privilégié pour les formes de révolution, comme les arbres ou les axes, où la pièce tourne contre un outil fixe. À l’inverse, le fraisage utilise des outils rotatifs pour usiner des formes prismatiques ou complexes.
Pour les composants nécessitant une finition extrême, la rectification intervient souvent après ces opérations. Elle permet d’atteindre des tolérances de l’ordre du micron et une rugosité de surface minimale, indispensables pour les secteurs aéronautique et médical.
Quelle est l’influence du matériau sur le processus d’usinage de précision ?
Les propriétés mécaniques, comme la dureté ou la conductivité thermique, déterminent la stratégie de coupe. Par exemple, l’aluminium s’usine rapidement grâce à sa souplesse, alors que le titane exige des vitesses réduites et un refroidissement constant pour éviter la déformation thermique et l’usure prématurée des outils.
La gestion de la formation des copeaux et de la stabilité dimensionnelle est cruciale. L’utilisation d’outils spécifiques, en carbure ou en diamant, permet d’optimiser la productivité tout en garantissant l’intégrité de l’état de surface final.
Comment garantir la conformité d’une pièce aux exigences du cahier des charges ?
La validation finale repose sur l’utilisation de machines à mesurer tridimensionnelles (MMT) et de comparateurs optiques. Ces outils de métrologie vérifient que chaque dimension réelle correspond au modèle numérique initial, avec une précision souvent micronique.
Le contrôle qualité inclut également l’analyse des rugosités et la vérification des filetages. Un rapport de contrôle final est systématiquement généré pour attester de la conformité aux normes ISO et assurer la fiabilité opérationnelle du composant dans son environnement de destination.
Pourquoi l’usinage 5 axes est-il privilégié pour les géométries complexes ?
L’usinage multi-axes permet d’attaquer la pièce sous tous les angles en un seul montage, ce qui réduit drastiquement les erreurs de repositionnement. C’est une technologie clé pour produire des surfaces gauches ou des zones profondes difficilement accessibles avec des machines conventionnelles.
En limitant les reprises, on améliore non seulement la précision globale, mais aussi l’état de surface et la productivité. Cette méthode est indispensable pour la fabrication de moules complexes ou de composants structurels à haute valeur ajoutée.
Commentaires récents